
2025-03-13
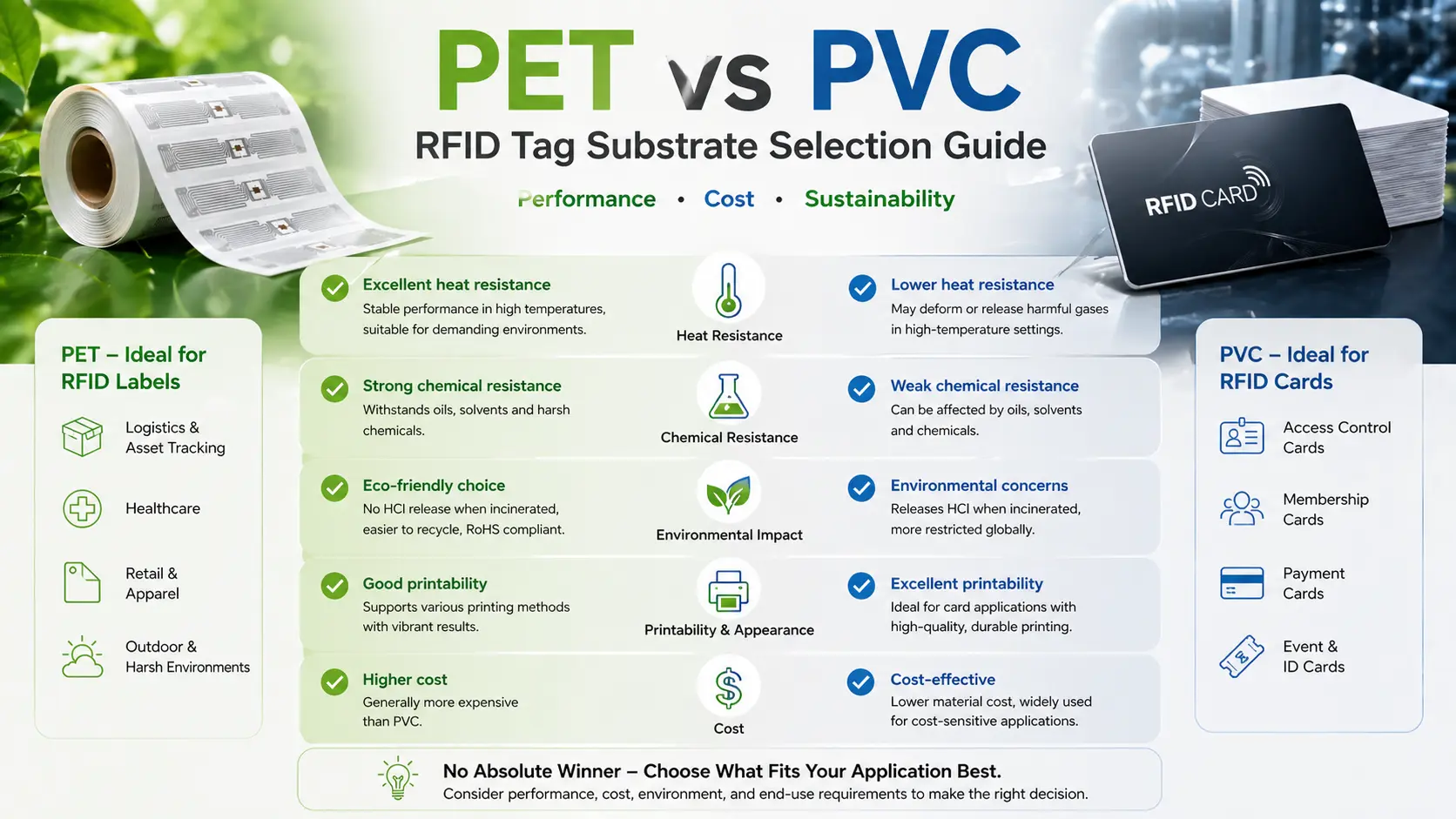
Choosing the right Inlay substrate is one of those decisions that looks minor on paper but shows up everywhere downstream — in tag failure rates, lamination yield, regulatory audits, and five-year cost models. PET (Polyethylene Terephthalate) and PVC (Polyvinyl Chloride) are the two materials that dominate today's market, and they really do solve different problems.
PVC has been the default for card-format RFID for decades, and for good reason: it laminates cleanly, prints beautifully, and costs less per sheet. PET, on the other hand, handles heat, handles chemicals, and doesn't release hydrogen chloride when you eventually throw it away. Neither material wins outright — the right call depends on where the tag ends up and what you need it to survive.
With EU RoHS requirements tightening and ESG clauses increasingly showing up in procurement contracts, material selection now has compliance implications that weren't there five years ago. This article walks through the key dimensions side by side.
| Dimension | PET | PVC |
|---|---|---|
| Flexibility | Moderate; fold-resistant, bend radius <5mm | High; softness adjustable with plasticizers, works for non-standard card shapes |
| Thickness range | 12–250µm, tolerance ±2µm | 50–760µm; standard laminated card at 0.76mm |
| High-temperature resistance | Tg ≈ 78°C; industrial grade up to 150°C | Softening point ~60–80°C; deforms under sustained heat |
| Low-temperature resistance | Maintains toughness at -40°C | Becomes brittle below -10°C |
| Weather resistance | UV and humid-heat resistant; service life >10 years | Yellows and chalks under prolonged outdoor exposure |
| Chemical resistance | Resistant to most acids, alkalis, and organic solvents | Acid/alkali resistant; not resistant to ketones or esters |
| Halogen content | Halogen-free ✅ | ~57% chlorine ❌ |
| Yellowing risk | Very low; optical clarity holds over time | Plasticizer migration causes visible yellowing within 3–5 years |
| Lamination compatibility | Works with hot-roll and cold-press | Strong thermal flow, high interlayer bond strength |
| Recyclability | PET #1; industrial recycling rate >40% | Difficult to recycle; releases HCl when incinerated |
| RoHS compliance | Fully compliant ✅ | Plasticizers DEHP, DBP under SVHC restrictions ⚠️ |
| Raw material cost | ~1.1–1.3× PVC | Lower; economies of scale favor PVC |
| Hidden processing cost | Low defect rate, high cutting precision | Narrow lamination temperature window requires tighter equipment control |
PVC's flexibility comes from phthalate plasticizers like DEHP and DINP, which make up 20–40% of the formulation by weight. That's what gives it the cold-bending performance needed for ISO 7816 credit cards (0.76mm thick) — three-layer heat-laminated PVC reaches an interlayer peel strength of ≥ 3.0 N/cm, which is what bank cards need to last 10 years.
The trade-off: PVC's heat deflection temperature tops out at around 60–80°C. Put it through industrial laundering (≥ 85°C water) or leave it in a hot warehouse and it deforms. PET's Tg sits at about 78°C, and industrial-grade modified PET pushes that above 150°C. In thermal cycling tests, chip-to-antenna solder joints on PET substrates show a detachment rate roughly 70% lower than on PVC.
PVC plasticizers break down under UV and heat, causing card surfaces to yellow noticeably after 3–5 years — color deviation (ΔE) can reach 5–8, which matters if the card carries printed branding or photo ID. PET has no plasticizers to migrate. Under the same accelerated aging test (Xenon arc lamp, 96 hours), PET shows ΔE < 1.5 and retains > 95% transparency.
PVC is about 57% chlorine by weight. When it burns, it releases hydrogen chloride (HCl) and dioxins (PCDD/PCDF). The EU placed PVC plasticizers DEHP and DBP on the SVHC list years ago, and "PVC-free" clauses are now standard in procurement contracts across several member states. Germany and the Netherlands have restricted government purchases of PVC-based RFID card products; penalties for non-compliance can reach 30% of contract value.
PET is a #1 recyclable plastic. Under the EU Plastic Tax framework, products with ≥ 30% recycled content qualify for tax exemptions — which gives PET a structural cost advantage in EU-export supply chains that gets larger as the tax base expands.
PVC lamination runs at 130–160°C with 12–18 MPa pressure. The material flows well, bubbles evacuate easily, and card manufacturing yield typically holds at ≥ 98%. That's a big part of why PVC owns the bank card and ID document space — the process is forgiving, the scrap rate is low, and the equipment investments were made decades ago.
PET lamination requires tighter temperature control (±2°C) and surface pre-treatment — corona treatment or a primer coat — to get adequate interlayer adhesion. Initial equipment costs are higher. But once the process is dialed in, PET's thermal shrinkage (< 0.3%) is substantially better than PVC's (0.5–1.2%), which matters for precision antenna etching at line widths below 100µm. Pattern fidelity on fine geometries is noticeably better.
In chip-on-board potting for UHF flexible tags, PET holds up better. Surface energy is stable at ~42 mN/m, and it handles epoxy resin curing at 150°C for an hour without warping. First-pass encapsulation yield runs about 12% higher on PET substrates than on PVC.
Low-frequency access control and membership cards (125kHz / 13.56MHz)
At low frequencies, antenna coils have wide line widths (≥ 300µm) and dimensional stability demands on the substrate are low. The bigger factor here is print quality — color saturation, hot-stamp gold and silver — where PVC's surface coating compatibility is genuinely better. For a card with a 3–5 year design life, PVC brings total manufacturing cost in 15–25% below equivalent PET solutions.
Financial IC cards, SIM cards, and identity documents
ISO 7816 requires the card body to survive >1,000 flex cycles at 25mm without cracking. The three-layer PVC structure has been tested and re-tested for this. In-mold chip implantation is also better matched to PVC's thermal behavior. The supply chain around PVC card manufacturing has decades of optimization behind it — tooling, process knowledge, rework protocols.
Apparel laundry labels (UHF RFID)
Industrial laundering runs at 85–95°C with strong alkaline detergents. After 30 wash cycles in those conditions, PVC peel strength drops by more than 40%. PET labels tested to the GINETEX standard hold a read rate above 99% after 200 industrial wash cycles. H&M, ZARA, and the broader Inditex group moved to PET-based RFID laundry labels in 2023. Inventory counting efficiency improved by 60%, and the switch satisfied ESG procurement requirements they were already facing.
Anti-metal tags and industrial asset management
Equipment tags on factory floors, metal pallets, and oil tanks need to work from -40°C to +120°C without drifting. A PET film + EVA foam composite substrate provides impedance matching that extends read range by around 25% compared to standard PVC-based anti-metal tags. For chemical and pharmaceutical facilities operating under GMP compliance, PET is now the default recommendation in most procurement specifications.
FPC substrate
PET film at 25–125µm thickness has a dielectric constant of ~3.2 and a loss tangent of ≈ 0.002 — well-suited for RFID antenna etching. It also survives reflow soldering at 260°C for 10 seconds without bubbling or warping, which PVC cannot reliably do.
Running 100,000 UHF laundry labels through a five-year LCC model:
| Cost item | PVC | PET |
|---|---|---|
| Raw material cost (¥10K) | 12.0 | 15.6 |
| Processing loss (yield gap) | +1.2 | baseline |
| Wash failure replacement (5 years) | 8.5 (failure rate ~15%) | 1.2 (failure rate ~2%) |
| Waste disposal compliance | 0.8 (hazardous waste) | 0.1 (standard recycling) |
| 5-year total (¥10K) | 22.5 | 16.9 |
| Difference | — | 24.9% lower |
PET costs 30% more per sheet. Over five years in a laundry application, it costs 25% less. The gap widens further if the EU Plastic Tax continues expanding or if hazardous waste disposal costs increase.
| Application | Material | Reason |
|---|---|---|
| Bank cards, access control, membership cards | PVC | Lamination process is mature, cost is lower, print quality is strong |
| Apparel laundry labels | PET | Survives industrial washing, ESG-compliant, lower 5-year cost |
| Industrial asset management tags | PET | Stable across temperature extremes, corrosion-resistant, works on metal |
| FPC / antenna substrates | PET | Better dielectric properties, survives reflow, dimensionally accurate |
| Temporary promotional cards and tickets | PVC | Short service life, cost-sensitive, good print output |
| Products going to EU markets | PET | RoHS-compliant, halogen-free, satisfies ESG procurement requirements |
PVC still makes sense wherever the application is card-format, the service life is under five years, and cost is the primary constraint. For anything that runs hot, gets wet repeatedly, or ships to Europe, PET is the more defensible choice — and the LCC model increasingly backs that up.
The practical recommendation: build material compliance review into your new product intake process. A substrate decision made at the BoM stage is much cheaper to revisit than one that surfaces during a regulatory audit or a customer ESG review.
Data sources: GINETEX laundry standard test reports, EU ECHA SVHC announcements (2024), RFID Journal industry white paper (2025), and internal product testing.
